Double-sided submerged arc welded straight seam steel pipe LSAW production process
1. Plate inspection: After the steel plate enters the production line, the entire plate is first subjected to ultrasonic flaw detection to strictly control the raw materials for the production of steel pipes.
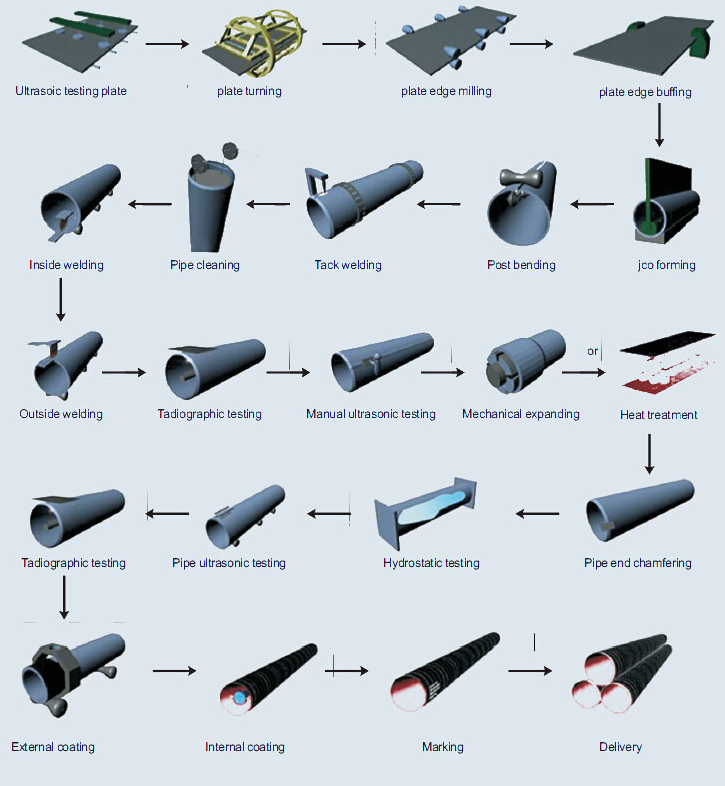
2. Edge milling: Use an automatic edge milling machine to perform double-sided milling on the two longitudinal edges of the steel plate to achieve the required plate width. The edge milling machine has an automatic centering function for the steel plate, and the milling head has a floating profiling tracking function. It can automatically adjust the position of the milling head according to the flatness of the steel plate to ensure that the groove shape and size of the steel plates on both sides are the same. this
3. Pre-bending: Use a pre-bending machine to pre-bend the edge of the plate. The pre-bending machine pre-bends the edge of the plate to a suitable curvature to ensure the geometric shape of the weld area and prepare for subsequent forming, welding, diameter expansion and other processes. Prepare.
4. Molding: JCO molding method is progressive multi-step molding. The steel plate is ideally rounded using a CNC system. The deformation of each part of the steel plate is uniform, there is no obvious stress concentration, and the residual stress is small and evenly distributed. On the JCO forming machine, half of the pre-bent steel plate is first punched into a "J" shape through multiple steps, then the other half of the steel plate is also bent into a "C" shape, and finally an open "O" shape is formed. .
5. Pre-welding: The pre-welding machine performs rapid seam pre-welding on open steel pipes, laying the foundation for ensuring the quality of internal and external multi-wire submerged arc welding. At the same time, high-power continuous active gas shielded arc welding (MAG) is used for pre-welding, which ensures the quality of pre-welding and lays a good foundation for internal and external welding.
6. Internal welding: Internal welding uses series multi-wire submerged arc welding on the inside of the steel pipe. Its characteristics are: high production efficiency, low porosity and slag inclusion rate, small crack tendency, good joint mechanical properties, and easy weld geometry. control.
7. External welding: External welding uses series multi-wire submerged arc welding to weld the outside of the straight seam submerged arc welded steel pipe;
8. Ultrasonic flaw detection I: 100% UT automatic flaw detection on the internal and external welds of straight seam welded pipes and the base metal on both sides of the welds;
9. X-ray flaw detection I: Conduct 100% X-ray industrial television flaw detection on internal and external welds, and use the image processing system to ensure the sensitivity of flaw detection;
10. Diameter expansion: The diameter expansion machine can expand, round and straighten the entire length of the straight seam submerged arc welded steel pipe (LSAW) to improve the geometric accuracy of the steel pipe and improve the distribution of stress within the steel pipe. Steel Pipe.
11. Hydraulic pressure test: The hydraulic pressure testing machine performs hydraulic pressure inspection on the expanded steel pipes one by one. The hydraulic press has the function of automatically recording and storing test pressure and time. The supercharger can increase the water pressure in the pipe in a short time to reach the test pressure required by the standard, ensuring that the quality of the steel pipe meets the requirements.
12. Chamfering: The chamfering machine performs pipe end bevel processing on the steel pipe to meet the required pipe end bevel size and ensure the butt welding quality of the steel pipe. this
13. Ultrasonic flaw detection 2: Conduct UT flaw detection again on the weld and the base metal on both sides to check for possible defects after diameter expansion and hydraulic pressure of the straight seam welded pipe;
14. X-ray flaw detection 2: Take photos of the steel pipe end welds after diameter expansion and hydraulic pressure testing to ensure the factory quality of the steel pipe
15. Magnetic particle inspection of pipe ends: Carry out this inspection to find pipe end defects;
16. Anti-corrosion and coating: According to user requirements, the steel pipes that have passed the inspection will be anti-corrosion and coating treated.

 English
English Español
Español