Introduction to welded pipe technology
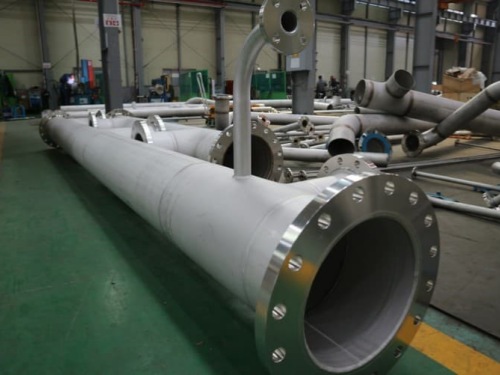
Welded pipes are divided into spiral welded pipes and straight seam welded pipes according to the forming process, and are divided into high-frequency resistance welding and submerged arc welding according to the welding process. Spiral welded pipes all use submerged arc welding technology. For straight seam welded pipes, submerged arc welded pipes are referred to as UOE, and straight seam high frequency resistance welded pipes are referred to as ERW.

High-frequency resistance welded steel pipe (ERW steel pipe) is compared to submerged arc welding because of its welding process. The ERW process does not add any welding materials during the welding process. The weld formation does not undergo a thermal melting state, but the weld metal undergoes a recrystallization process. The resulting weld therefore has the same chemical composition as the base metal. The steel pipe is annealed after welding, resulting in cold working internal stress and welding internal stress. Therefore, the comprehensive mechanical properties of ERW steel pipes are better.

Straight seam submerged arc welding (UOE steel pipe) uses a post-weld cold expansion process to expand the diameter of the pipe, so the geometric dimensions of UOE steel pipes are more accurate. When UOE steel pipes are used for docking, the joint quality is good and the welding quality is guaranteed. Eliminate some internal stress. In addition, multi-wire welding (three wires, four wires) is used when welding UOE steel pipes. This welding process produces less heat input and has less impact on the heat-affected zone of the base metal. After multi-wire welding, the first welding wire can eliminate the stress generated during welding, thereby improving the mechanical properties of the steel pipe. Compared with spiral welded pipes, straight seam submerged arc welded pipes have shorter weld lengths, so welding defects and impacts are relatively smaller. The base material of straight-seam pipes for high-pressure pipelines can achieve 100% ultrasonic flaw detection for one steel plate, meeting the requirements for high-pressure pipeline base materials. However, although the overall performance of UOE steel pipes is better than other steel pipes, its high price prohibits users with tight funds.
Spiral steel pipe welds are distributed in a spiral shape. Generally speaking, the weld area of the steel pipe includes the weld heat-affected zone, which is the part of the steel pipe with poor mechanical properties. The maximum internal stress of the pressure pipe is distributed along the axial direction, and the spiral welded pipe will be weaker. This part avoids the direction of maximum internal stress, thereby improving the performance of the steel pipe. In addition, the shape and height of the weld seam of spiral steel pipes increase the difficulty of external anti-corrosion. There may be a gap between the two welds. At present, some manufacturers use horizontal winding to cover three layers of PE or two layers of PE. This process can solve the anti-corrosion problem of spiral steel pipes.

 English
English Español
Español