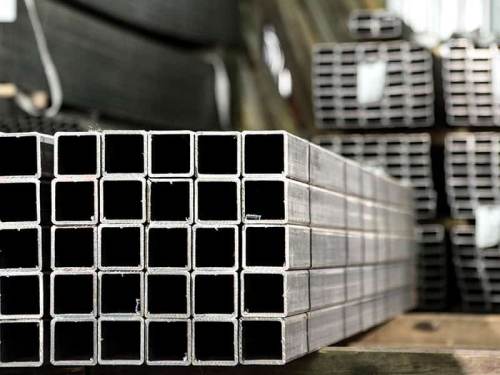
API 5L X52 specifications and application scope
API 5L X52 is a steel grade of API 5L, which specifies the manufacture of two product grades (PSL1 and PSL2) line pipes. X52 line pipes can be made seamless or welded and are widely used as pipelines for oil and natural gas transportation. CSC offers other grades for oil and gas transportation around the world: X42, X46, X52, X56, X60, X65, X70 line pipe.
manufacturing process
Steel ingots, billets, billets, coils or plates for the manufacture of pipes shall be manufactured by alkaline oxygen, electric furnace or open hearth combined with a ladle refining process. For PSL2, the steel should be killed and melted according to fine grain practices. Coils or sheets used for PSL2 piping shall not contain any repair welds.
For welding API 5L x52 line pipe, there are 3 welding types: ERW (Resistance Welding), LSAW (Longitudinal Submerged Arc Welding) and SSAW (Spiral Submerged Arc Welding) welding types.
Delivery condition
| PSL |
Delivery Condition |
Pipe grade |
| PSL1 |
As-rolled, normalized, normalizing formed |
A |
| |
As-rolled, normalizing rolled, thermomechanical rolled, thermo-mechanical formed, normalizing formed, normalized, normalized and tempered or if agreed Q&T SMLS only |
B |
| |
As-rolled, normalizing rolled, thermomechanical rolled, thermo-mechanical formed, normalizing formed, normalized, normalized and tempered |
X42, X46, X52, X56, X60, X65, X70 |
| PSL 2 |
As-rolled |
BR, X42R |
| |
Normalizing rolled, normalizing formed, normalized or normalized and tempered |
BN, X42N, X46N, X52N, X56N, X60N |
| |
Quenched and tempered |
BQ, X42Q, X46Q, X56Q, X60Q, X65Q, X70Q, X80Q, X90Q, X100Q |
| |
Thermomechanical rolled or thermomechanical formed |
BM, X42M, X46M, X56M, X60M, X65M, X70M, X80M |
| |
Thermomechanical rolled |
X90M, X100M, X120M |
| |
The suffice (R, N, Q or M) for PSL2 grades, belongs to the steel grade |
|
Chemical Composition for PSL 1 pipe with t ≤ 0.984”
| Steel Grade |
Mass fraction, % based on heat and product analyses a,g |
| C |
Mn |
P |
S |
V |
Nb |
Ti |
| max b |
max b |
max |
max |
max |
max |
max |
| Seamless Pipe |
| X52 |
0.28 |
1.4 |
0.3 |
0.3 |
d |
d |
d |
| Welded Pipe |
| X52 |
0.26 |
1.4 |
0.3 |
0.3 |
d |
d |
d |
Chemical Composition for PSL 2 pipe with t ≤ 0.984”
| Steel Grade |
Mass fraction, % based on heat and product analyses |
Carbon Equiv a |
| C |
Si |
Mn |
P |
S |
V |
Nb |
Ti |
Other |
CE IIW |
CE Pcm |
| max b |
max |
max b |
max |
max |
max |
max |
max |
max |
max |
| Seamless and Welded Pipe |
| X52N |
0.24 |
0.45 |
1.4 |
0.025 |
0.015 |
0.1 |
0.05 |
0.04 |
d,e,l |
0.043 |
0.25 |
| X52Q |
0.18 |
0.45 |
1.5 |
0.025 |
0.015 |
0.05 |
0.05 |
0.04 |
e,l |
0.043 |
0.25 |
| Welded Pipe |
| X52M |
0.22 |
0.45 |
1.4 |
0.025 |
0.015 |
d |
d |
d |
e,l |
0.043 |
0.25 |
a. SMLS t>0.787”, CE limits shall be as agreed. The CEIIW limits applied fi C > 0.12% and the CEPcm limits apply if C ≤ 0.12%,
b. For each reduction of 0.01% below the specified max. concentration for carbon, and increase of 0.05% above the specified max. concentration for Mn is permissible, up to a max. of 1.65% for grades ≥ B, but ≤ = X52; up to a max. of 1.75% for grades > X52, but < X70; and up to a maximum of 2.00% for X70.,
c. Unless otherwise agreed Nb = V ≤ 0.06%,
d. Nb = V = Ti ≤ 0.15%,
e. Unless otherwise agreed, Cu ≤ 0.50%; Ni ≤ 0.30% Cr ≤ 0.30% and Mo ≤ 0.15%,
f. Unless otherwise agreed,
g. Unless otherwise agreed, Nb + V + Ti ≤ 0.15%,
h. Unless otherwise agreed, Cu ≤ 0.50% Ni ≤ 0.50% Cr ≤ 0.50% and MO ≤ 0.50%,
i. Unless otherwise agreed, Cu ≤ 0.50% Ni ≤ 1.00% Cr ≤ 0.50% and MO ≤ 0.50%,
j. B ≤ 0.004%,
k. Unless otherwise agreed, Cu ≤ 0.50% Ni ≤ 1.00% Cr ≤ 0.55% and MO ≤ 0.80%,
l. For all PSL 2 pipe grades except those grades with footnotes j noted, the following applies. Unless otherwise agreed no intentional addition of B is permitted and residual B ≤ 0.001% . |
Mechanical properties
| Pipe Grade |
Tensile Properties – Pipe Body of SMLS and Welded Pipes PSL 1 |
Seam of Welded Pipe |
| Yield Strength a |
Tensile Strength a |
Elongation |
Tensile Strength b |
| Rt0,5 PSI Min |
Rm PSI Min |
(in 2in Af % min) |
Rm PSI Min |
| X52 |
52,200 |
66,700 |
c |
66,700 |
Hydrostatic test
Pipe to withstand a hydrostatic test without leakage through the weld seam or the pipe body. Jointers need not be hydrostatic tested provide the pipe sections used were successfully tested.
Bend test
No cracks shall occur in any portion of the test piece and no opening of the weld shall occur.
Flattening test
Acceptance criteria for flattening test shall be:
EW pipes D<12.750 in:
X60 with T 500in. There shall be no opening of the weld before the distance between the plates is less than 66% of the original outside diameter. For all grades and wall, 50%.
For pipe with a D/t > 10, there shall be no opening of the weld before the distance between the plates is less than 30% of the original outside diameter.
For other sizes refer to the full API 5L specification.

 English
English Español
Español